 |
|
【手動機】
 |
【NX−300】
【NX−360】
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
【エアーハイドロ式】
【半自動機】  |
【NX−300EV】
【NX−360EV】
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
【エアーハイドロ式】
【バイス自動】  |
【NX−300EVD】
【NX−360EVD】
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
【油圧式 半自動機】
 |
【NX−300HVD】
【NX−360HVD】
|
|
【従来機との比較】
|
||
|
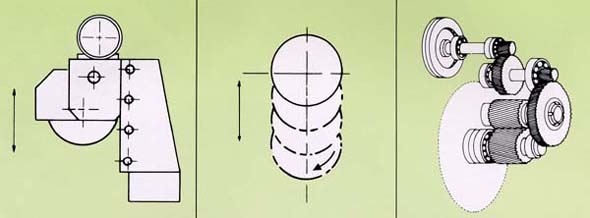
【キャプテンソーの構造】
|
||
 |
||
|
【垂直コラム構造】 |
【垂直スライド切断方式】 |
【ヘリカルギヤー減速】 |
| 鋸刃ヘッドは頑丈な垂直コラムに密着しており、ガイドプレートにそってスライドします。したがって、鋸刃の左右の揺れがなく高精度の精密切断ができ、摺動面は半永久的に使用可能です。 又、工作機械同様にヘッドコラムに密着している事により、振動がなく重切削に適しており、早く静かな切込みが可能です。 |
鋸刃の中心が常に一定で安定し、刃持ちが良い。また、回転方向は後方から前方へ回転させる事により、常にダウンカットが中心の切断方式となり材料の突き上げがなく鋸刃の割れもおこりにくくなっています。 その上、垂直スライド切断方式は従来機と比べ同じ大きさの鋸刃でも切断能力が大きく、また(研磨回数も多く、排却径も小さい為)、有効にメタルソーが使用できます。(360φのメタルソーが280φまで使用できます) |
本機の心臓部である減速ギヤーは、焼入れ研磨されたヘリカルギヤー6個を3段階に分けて徐々に減速していく為、無理がなく又、モーター効率が良く(95%の効率)伝達力が強い為、大径の鋼材を切断してもビビリを生じず音も静かです。 (メタルソー300φでムク材100φ迄切断できます) |
|
【他社メーカーの構造】
|
||
 |
||
|
【一点支持構造】 |
【円弧切断方式】 |
【ウォーム・ギヤー減速】 |
| 支持軸部分が鋸刃ヘッドをわずかな立ち上りと40φ〜50φのシャフトで受けているだけのため支持軸のガタが生じやすく、少しのガタでも刃の揺れが大きくなり精密切断ができなくなる。 |
テーブルに対し円弧をえがきながら切断するため、切込み位置が常に移動し不安定であるため刃の磨耗が早い。まだ移動する逃げの分だけ刃の切断効率が悪い。 (360φのメタルソーが320φまでしか使用できない) |
ウォームギヤーによる減速は、伝達効率が悪く中径(50φ)以上の鋼材の切断はビビリが出て切断しにくく、刃持ちも悪く又、ギヤーの磨耗がはげしい。 (メタルソー300φでムク材50φ迄しか切断できない) |
|
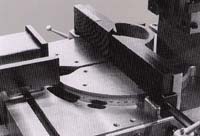
【アクトソーの特徴】
|
||
|
焼入鉄板付テーブル
本来は、テーブル部分に焼入れ鉄板を取り付ける事により、 磨耗しにくくなっております。 又、万一磨耗した時には取換えが容易にできます。 |
 |
|
|
かじりのない円テーブル構造
本機は、素早く角度切断ができる様、 円テーブルとベッドの接点に縦溝を入れる事により、 切粉がつまることなく、 いつまでも軽く回転させる事ができます。 |
 |
|
|
ワンショット給油装置
本機は、一日に一回ノズルを引くだけで、 摺動面への給油ができます。 これにより給油を忘れることもなく、 摺動面はいつも滑らかです。 |
 |
|
 |